二保焊怎么焊的表面凹凸不平整
参数设置正确。靠焊工的操作水平了,手要稳,速度要匀就能焊出好的焊缝了。角焊缝多道焊焊接多请教老师傅们,加上多练习也能焊好。最关键的是多动脑,勤练习。
二保焊焊接薄板或者厚板,若焊缝成型不美观,原因主要是焊接参数选择不对。具体说,电流,电压,焊接速度,干伸长度,焊枪角度等都会对焊缝成形有影响。
这是正常现象,焊丝里面有非金属物,焊后浮出就形成焊渣,用纯二氧化碳焊缝表面更容易不平整,用二氧化碳和氩气的混合气会好些。
:在焊接电流不改变的情况下, 适当提高焊接电压。焊接电压关联着焊缝熔宽。当焊接电压与焊接电流不匹配,电压偏低时焊缝中间余高较大。飞溅较大,焊接过程容易顶焊丝等缺陷。2:适当作横向摆动运条。通常二保焊不适合直线运条。可以采用锯齿、斜圆圈等方式运条。增加焊缝宽度同时可以降低焊缝余高。
你这种情况是 电流调得过大,送丝速度偏慢。焊丝偏细。
电焊怎样焊接结实
1、生铁焊接主流以下几种焊接方法 一:热焊工艺。对断口做预热600度的温度,J506电焊条快速焊接后,保温1-2个小时以后缓冷,是有一定的成功率的,不过这种主要是焊接产品价值不太大,并且有热焊条件的铸铁小件或者零件,或者民用件。二:冷焊工艺。
2、注意电弧长度, 焊条角度, 落点准确, 合适电流 .其次还要注意焊条与焊接方向的夹角为70°-80°。先说立焊,先定位焊的时候,要进行反变形定位,预留缝隙下小上大,焊条与铁板的夹角为60度左右,打底焊时电流稍大,使用双面点击法,这样可以经受住X光的检测。
3、电焊焊接的牢固个人觉得从以下几个方面去加强 结构设计,就是尽量增加焊口的咬合面积,这个在产品的设计的时候可以特殊考虑以下。焊接材料的选择,拿常规的结构钢焊条来说,J422来说的强度就较之506或者507来说要差一下抗拉强度。
电焊怎样焊纹路又细又匀
焊接时手需要保持平稳烧焊,双臂一定要夹紧,已免抖动,这样焊才能均匀漂亮。焊接时一般是采取之字型和圆点型来烧焊,使焊出来的焊缝纹路更清淅。烧焊时,焊条与铁板保持45度夹角,有利于铁水的均匀分布,烧出来的焊才光滑。
首先根据材料定好电流,然后做好自我防护。均匀要摆好姿势耐住寂寞,保持焊条角度焊接速度,当你把自己当成焊接机器没有过多杂念了就能焊匀。要想不烧穿要注意焊接电流,角度,速度,焊接手法。
电流选择要合理;电流不能太大,电流太大则容易飞溅、咬边、下垂焊瘤,过热的焊缝不但影响外观,还会产生大的焊接应力。亦不可太小,电流太小则焊不透、夹渣,影响质量,外观也不会平整。
焊接时手需要保持平稳烧焊,双臂一定要夹紧,已免抖动,这样焊才能均匀漂亮。焊接时一般是采取之字形和圆点型来烧焊,使焊出来的焊缝纹路更清晰。烧焊时,焊条与铁板保持45度夹角,有利于铁水的均匀分布,烧出来的焊才光滑。进行仰焊操作时由于铁水容易掉落,故需采取点焊形式,这样烧接会更加牢固。
电焊在钢板上焊出又宽又直又均匀焊缝的基本要领:电流选择要合理;电流不能太大,电流太大则容易飞溅、咬边、过热的焊缝不但影响外观,粗大晶粒也影响焊缝的机械性能,过热的焊缝还会产生较大的焊接应力,产生较大的焊接变形。
一般的平焊,立焊,仰焊,单面焊双面成型怎样操作才能使焊缝平?
为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,若不影响其使用,两端可留在焊件上,否则焊接完成后应切去。
对接焊缝仰焊,当焊件厚度≤4mm时,采用Ⅰ型坡口,选用φ2mm的焊条,焊接电流要适中;焊接厚度≥5mm时,应采用多层多道焊。 T型接头焊缝仰焊,当焊脚小于8mm时,应采用单层焊,焊脚大于8mm时采用多层多道焊。
收弧:每条焊缝焊到末尾,应将弧坑填满后,往焊接方向相反的方向带弧,使弧坑甩在焊道里边,以防弧坑咬肉。焊接完毕,应采用气割切除弧板,并修磨平整,不许用锤击落。 清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括外观及焊缝尺寸等)确无问题后,方可转移地点继续焊接。
怎么焊接才平
1、你好!控制电流大小和焊条角度,平焊可采用反月牙形操作方法,立焊可采用锯齿形方法,记住熔池不能太大哟,仰焊焊条要垂直电弧压短,电流可适当增大些,速度快些;单面焊双面成型背面焊缝要想平整难度可大了,那不是一两年功夫了。仅代表个人观点,不喜勿喷,谢谢。
2、对接水平焊缝,可以放平的角焊缝:平焊缝角焊件要放平、点牢,角焊缝把点焊好的试件45度放置,成 水平船型焊位置。
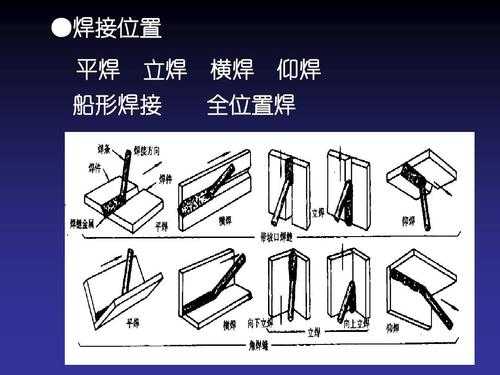
3、平焊就是平面焊,就是在水平面上,眼睛处于俯视焊缝位置,比较容易;横焊就是焊缝成水平布置,大致与眼平齐;立焊就是在竖直面上,又分立向上和立向下,有点难;仰焊就是仰着头焊了,这个更难。
4、焊炬慢慢堤起,缩小尾部熔池。6)焊条直线速度不要过慢,否则容易造成熔渣过厚,看不清熔池,难于操作。水平方向焊接水平板焊接一般叫平焊。焊缝倾角0°~5°、焊缝转角85°~95°的焊接位置称为平焊位置,而在平焊位置进行的焊接就称为平焊。这种焊接位置属于焊接全位置中,最容易焊的一个位置。
5、怎样焊立焊又平又好看如下:锯齿形运条法:采用这种运条方法焊接时,焊条末端做锯齿形连续摆动及向前移动,并在两边稍停片刻。摆动的目的是为了控制熔化金属的流动和得到必要的焊缝宽度,以获得较好的焊缝成形。正、反月牙形运条法:采用这种运条方法焊接时,焊条的末端沿着焊接方向做月牙形的左右摆动。
用电焊机焊接,怎样平焊、立焊、仰焊
1、擦划法引弧是先将焊条前端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm,即在空气中产生电弧,后将电弧长度保持在焊条直径允许的范围。直击法引弧是将手腕下弯,焊条轻微碰一下焊件。
2、平焊电流要大,手要稳,速度均匀。立焊电流小,主要左右摆动时候观察溶池形状,形状温度掌握好自然就好看。仰焊电流要比立焊大电,均匀摆动,铁水自然过渡过来就好。要多实践才行。劝你别上焊工培训学校,出来就是个学徒。找个大点的安装队,从小工做起,挣钱学技术。
3、平焊就是平面焊,就是在水平面上,眼睛处于俯视焊缝位置,比较容易;横焊就是焊缝成水平布置,大致与眼平齐;立焊就是在竖直面上,又分立向上和立向下,有点难;仰焊就是仰着头焊了,这个更难。
4、平焊的焊件平置地面、操作人员采用蹲姿焊接;立焊的焊件竖向(立置)、操作人员采用蹲姿或站姿焊接;仰焊的焊件处于人头顶上方,操作人员采用蹲姿、躺或跪着或站姿仰上(头顶上方)焊接。特点不同 立焊时,熔池金属和熔滴因受重力作用具有下坠趋势,和焊件分开,所以容易产生焊瘤。
5、手工焊即手工电弧焊,是一种利用电弧作为热源熔化焊条与母材形成焊缝的手工操作焊接方法。根据手工电弧焊法工艺标准,其主要包括有平焊、立焊、横焊和仰焊四种焊法:(一)平焊 选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试验验证。







