氩弧焊焊接手法图片
氩弧焊正确手法图如下:准备工作:穿戴好适当的个人防护装备,如焊接面罩、手套和防护服。确保焊接区域周围没有易燃物品或可燃气体。准备设备:将氩气瓶连接到焊接机上,并确保气体流量调节器适当调整。检查焊接机的电源和接地线是否连接良好。
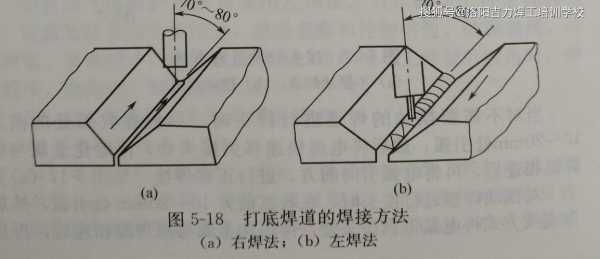
左焊法和右焊法:如下图所示,手工钨极氩弧焊根据焊枪的移动方向及送丝位置分为左焊法和右焊法。 请点击输入图片描述 请点击输入图片描述 左焊法:焊接过程中焊接热源(焊枪)从接头右端向左端移动,并指向待焊部分的操作法称为左焊法。左焊法焊丝位于电弧前面。该方法便于观察熔池。
如是没有引弧器焊机则缓将电弧引到坡口的一边,不要产生收缩孔,如产生收缩孔要打磨干净后方可施焊。收弧如果是在接头处时,应先将待接头处打磨成斜口,待接头处充分熔化后再向前焊10—20mm再缓慢收弧,不可产生缩孔。
电焊焊接技术手法图解
主要是多练手要稳电流要合适。告诉你一个要诀:焊接人机料法环,操作技艺占为先。手脑合一重要,切忌浮躁心不专。右手僵硬是大忌,内旋外旋施时变。纵横并进三方向,牢记焊接三要点。焊前组对按规范,焊条质优且要干。引燃电弧有技巧,划擦撞击可任选。电弧燃后心莫急,预热母材挺关键。
“电焊立焊操作手法“的轨迹运行如下图所示。立焊是指沿接头由上而下或由下而上焊接。 焊缝倾角90°(立向上)、270°(立向下)的焊接位置,称为立焊位置。在立焊位置进行的焊接,称为立焊。操作规程:立焊的操作规程是,使用的电流不要过大,略低于角焊电流,选择焊条的大小要根据焊件的厚度而定。
在焊接固定管口时,首先将焊口点焊固定,然后从底部开始焊接,焊条角度应如图所示变化,直至焊到最高点;接着,用相同的方法焊接管子的另一侧。简介:电焊,也称为焊条电弧焊,是一种利用焊条通过电弧高温融化金属部件需要连接的地方来实现焊接操作的技术。
焊接固定管口,先将焊口点焊固定,然后从底部开始,焊条角度如图示变化,焊到最高点;用同样方法焊接另一半。简介:电焊是焊条电弧的俗称。利用焊条通过电弧高温融化金属部件需要连接的地方而实现的一种焊接操作。电焊的基本工作原理是通过常用220V电压或者380V的工业用电。
)焊工在仰焊过程中一定要注意保持正确的身体姿势,即人不要处于焊接点的正上方,以免被掉落的焊渣和铁水烫伤,正确的姿势应为人处在上方偏前,且焊缝偏向焊工的右侧,尽量避开铁水掉落的位置。2)采用小直径焊条,小电流焊接,一般仰焊的焊接电流在平焊的焊接电流和立焊的焊接电流之间。
求二保焊各种焊接手法图片?
向下立焊 在向下立焊时,为了保持熔池,焊枪应斜向下指向熔池,并保持如图4-20所示的角度。电弧应始终对准熔池的前方,如图4-21a所示。否则,一旦铁液流到电弧前方,便易发生焊瘤和焊不透,如图4-21b所示。这时应加速焊枪移动,并使焊枪前倾角增大,依靠电弧力把熔池金属推上去。
向下立焊 在向下立焊过程中,为了维持熔池的稳定性,焊枪应倾斜向下,指向熔池,并保持适当的角度,如明岩图4-20所示。电弧应持续对准熔池的前方,正如铅槐销图4-21a所展示的那样。如果电弧前方出现铁液流动,容易形成焊瘤和焊不透的情况,如图4-21b所示。
二保焊立焊技巧有垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接,平、横、仰对接接头可采用左向焊接法。室外作业在风速大于1m/s时,应采用防风措施等等。
垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接,平、横、仰对接接头可采用左向焊接法。当焊丝端头始终有滴状金属小球存在,且过度频率偏低,此情况说明焊接电压偏高,此时应加快焊丝速度或降低焊接电压。
二保焊全称为:二氧化碳气体保护焊,是一种焊接方法。这种焊接方法目前已成为黑色金属材料最重要焊接方法之一。特点:(1)焊接成本低。其成本只有埋弧焊、焊条电弧焊的40~50%。(2)生产效率高。其生产率是焊条电弧焊的1~4倍。(3)操作简便。
“电焊立焊操作手法“的轨迹运行图是怎么样的?
1、“电焊立焊操作手法“的轨迹运行如下图所示。立焊是指沿接头由上而下或由下而上焊接。 焊缝倾角90°(立向上)、270°(立向下)的焊接位置,称为立焊位置。在立焊位置进行的焊接,称为立焊。操作规程:立焊的操作规程是,使用的电流不要过大,略低于角焊电流,选择焊条的大小要根据焊件的厚度而定。
2、立焊操作手法的轨迹运行图展示如下: 立焊定义:立焊是指焊接作业者在垂直于焊件表面方向上进行的焊接。焊缝与水平面的夹角为90°(立向上)或270°(立向下)时,进行的焊接称为立焊。 操作规程:在立焊过程中,应选择适当的电流,通常略低于角焊电流。焊条大小的选择应根据焊件的厚度来确定。
什么是平焊?什么是立焊?
1、在平焊位置进行的焊接就称为平焊。立焊:焊缝倾角80°-90°,焊缝转角0°-180°的焊接位置称为立焊位置。在立焊位置进行的焊接就称为立焊。横焊:焊缝倾角0°-5°,焊缝转角70°-90°的焊接位置称为横焊位置。在横焊位置进行的焊接就称为横焊。
2、平焊:水平方向焊接水平板焊接一般叫平焊。焊缝倾角0°~5°、焊缝转角85°~95°的焊接位置称为平焊位置,而在平焊位置进行的焊接就称为平焊。这种焊接位置属于焊接全位置中,最容易焊的一个位置。立焊是指沿接头由上而下或由下而上焊接。
3、板材对接焊缝:平焊,代号1G;横焊,代号2G;立焊,代号3G;仰焊,代号4G。管材对接焊缝:水平转动,代号1G;垂直固定,代号2G;水平固定,代号5G、5GX;(4)45度固定,代号6G、6GX。
横焊手法视频,平焊和横焊的区别,电焊横焊焊接手法
“横焊是焊接垂直或倾斜平面上水平方向的焊缝。应采用短弧焊接,并选用较小直径焊接电流,以及适当的运条方法。”。
焊接的时候角度不一样,平焊和横焊在电焊的角度上就是1G和2G,平焊是两块板水平对接口,横焊是两块板对接板子垂直地面时的焊接口。焊接手法不同 电焊横焊焊接采用Z字型运条手法,看清熔池,上方做适当停留,下方不停留,中间匀速带过。
横焊是焊接垂直或倾斜平面上水平方向的焊缝。应采用短弧焊接,并选用较小直径焊接电流,以及适当的运条方法。不开坡口的对接横焊,当板厚为3-5毫米时应采用双面焊。
平焊就是平面焊,就是在水平面上,眼睛处于俯视焊缝位置,比较容易;横焊就是焊缝成水平布置,大致与眼平齐;立焊就是在竖直面上,又分立向上和立向下,有点难;仰焊就是仰着头焊了,这个更难。
焊接要点: 对接横焊开坡口一般为V型或K型,板厚3~4mm的对接接头可用Ⅰ型坡口双面焊。 选用小直径焊条,焊接电流较平焊时小些,短弧操作,能较好的控制熔化金属流淌。 厚板焊接时,除打底焊缝外,宜采用多层多道焊。 多层多道焊时,要特别注意控制焊道间的重叠距离。
坡口焊缝的位置区分为:1G、2G、3G、4G、5G、6G进行区分,分别表示平焊、横焊、立焊、仰焊、管道水平固定焊、管道斜45度固定焊。板材角焊缝分为:1F、2F、3F、4F,分别是船型焊、横焊、立焊、仰焊。







